The United States Department of Agriculture Food Safety and Inspection Service (USDA-FSIS) regulations requires that poultry slaughter facilities be evaluated for Salmonella on an intermittent basis. Typically, a USDA Inspector in Charge (IIC) will receive notification that he or she should begin testing and the following will occur:
- One carcass per day will be selected, rinsed, and the rinse will be placed on blue ice, delivered via over-night express to the USDA-FSIS laboratory, and tested for the presence of Salmonella.
- Carcasses will be selected and tested for approximately 51 processing days or until 51 carcasses have been evaluated. In some cases, carcass rinses must be discarded and more rinses are collected. For example, if carcass rinses are temperature abused or lost during shipment, they would not be tested.
- Thirteen or more positives out of 51 samples (>23.5%) results in a failure.
- Once the first failure (Set A) occurs, the plant is given 30 days to make corrections, and the testing series (51 samples) begins again.
- After a second failure (Set B), the company must write an action plan detailing corrective actions that will be taken to prevent the problem from recurring.
- Testing resumes 30 days after the second testing series has been completed.
- Once the third failure (Set C) has occurred, inspection will be withdrawn, which effectively closes the processing plant (USDA, 1996).
Three failures by a poultry plant results in layoffs, loss of reputation and lost business. In addition, flocks must be processed by another plant that is owned by the same company, or the birds must be sold to another processor.
These regulations have recently caused enormous problems within the poultry industry. Initial baseline studies by the USDA indicated that, nationwide, raw broiler chicken carcasses were 20 percent positive for Salmonella. Thus, the USDA set the maximum limit for Salmonella on chicken carcasses at 23 percent. By taking the average prevalence nationwide and making it the new maximum level for prevalence, the USDA effectively made a rule in which almost 50 percent of the processors in the country were producing carcasses that were out of specification for Salmonella prevalence.
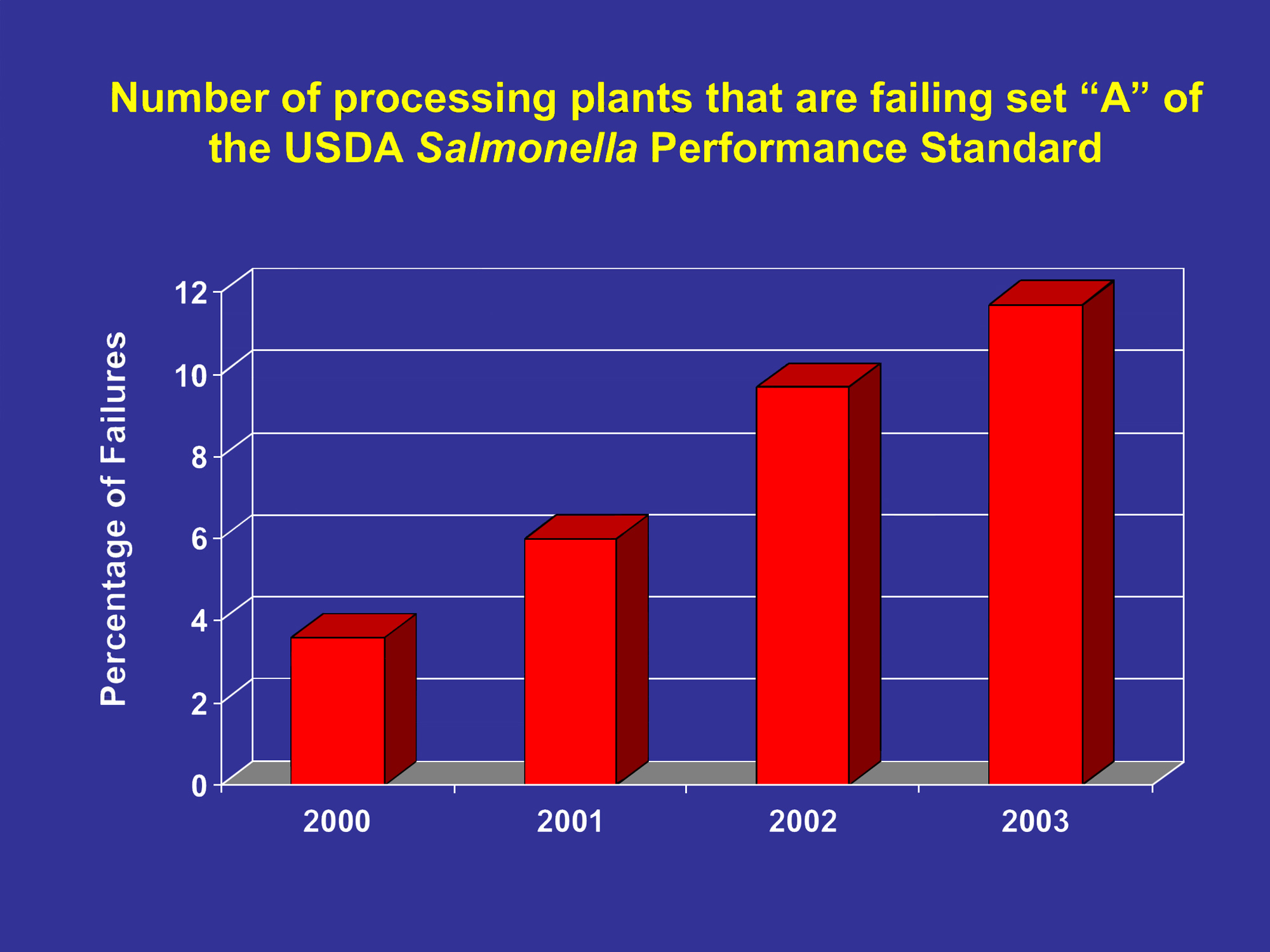
Since that time, researchers and poultry companies have been attempting to institute numerous intervention approaches to lower Salmonella prevalence on carcasses. These measures have had some impact. The effect of implementing these measures meant lowering the national prevalence of Salmonella to approximately 9.5 percent around 1999. Since that time, however, the national prevalence has increased back to the levels observed during the baseline study. Also, the number of processing plants failing the Salmonella performance standard is increasing (Figure 1) based on data collected by the USDA-FSIS (). The data presented for 2004–2005 were based on communications to the industry by the National Chicken Council, given to them by the USDA-FSIS. Many of the factors that influence this increase are not taken into account by those who developed the Salmonella performance standard and are due to changes during the growout process. This regulation places all of the responsibility on the plant to reduce the level of Salmonella on finished raw carcasses. Drastic interventions are sometimes required.
The following are real-world examples and represent data collected from various processors nationwide. Due to the confidential nature of this subject, none of the companies have been identified in the article.
Reducing Salmonella on finished carcasses requires a comprehensive, multi-hurdle approach. Many interventions are available during breeding, hatching and growout; however, these approaches will not be addressed here. The purpose of this article is to provide suggestions regarding the proper tuning of a processing plant to meet the standard, regardless of the incoming load of Salmonella. No individual procedure or step is adequate to accomplish this task (i.e., there is no silver bullet). The USDA stated that “intervention strategies aimed at reducing fecal contamination and other sources of Salmonella on raw product should be effective against other pathogens” (USDA, 1996). This statement is misleading, in that reducing fecal contamination has not been sufficient to reduce Salmonella prevalence. Reducing fecal contamination may be effective for reducing the number of Salmonella on each carcass, but only one Salmonella cell is required on a carcass to produce a “positive” result. Unless all Salmonella are eliminated, the carcass will still remain positive.
To begin the troubleshooting process, data must be collected. Collect carcass samples at the following locations to determine which interventions are working:
- Post-bleedout
- Post-scald
- Pre-online reprocessing
- Post-online reprocessing
- Post-chill
Aerobic plate counts, E. coli counts and Salmonella prevalence should be determined for carcasses at each of these locations over a period of time. For example, an appropriate sample size would be to collect 96 carcasses at each sampling point over a period of 12 days. This sample size is sufficient to determine variability between flocks and if the interventions are consistent over time.
The following graphs represent actual industrial data collected by a poultry company. For each of the graphs from the individual plants, the problems will be identified and solutions will be suggested.
Case Studies
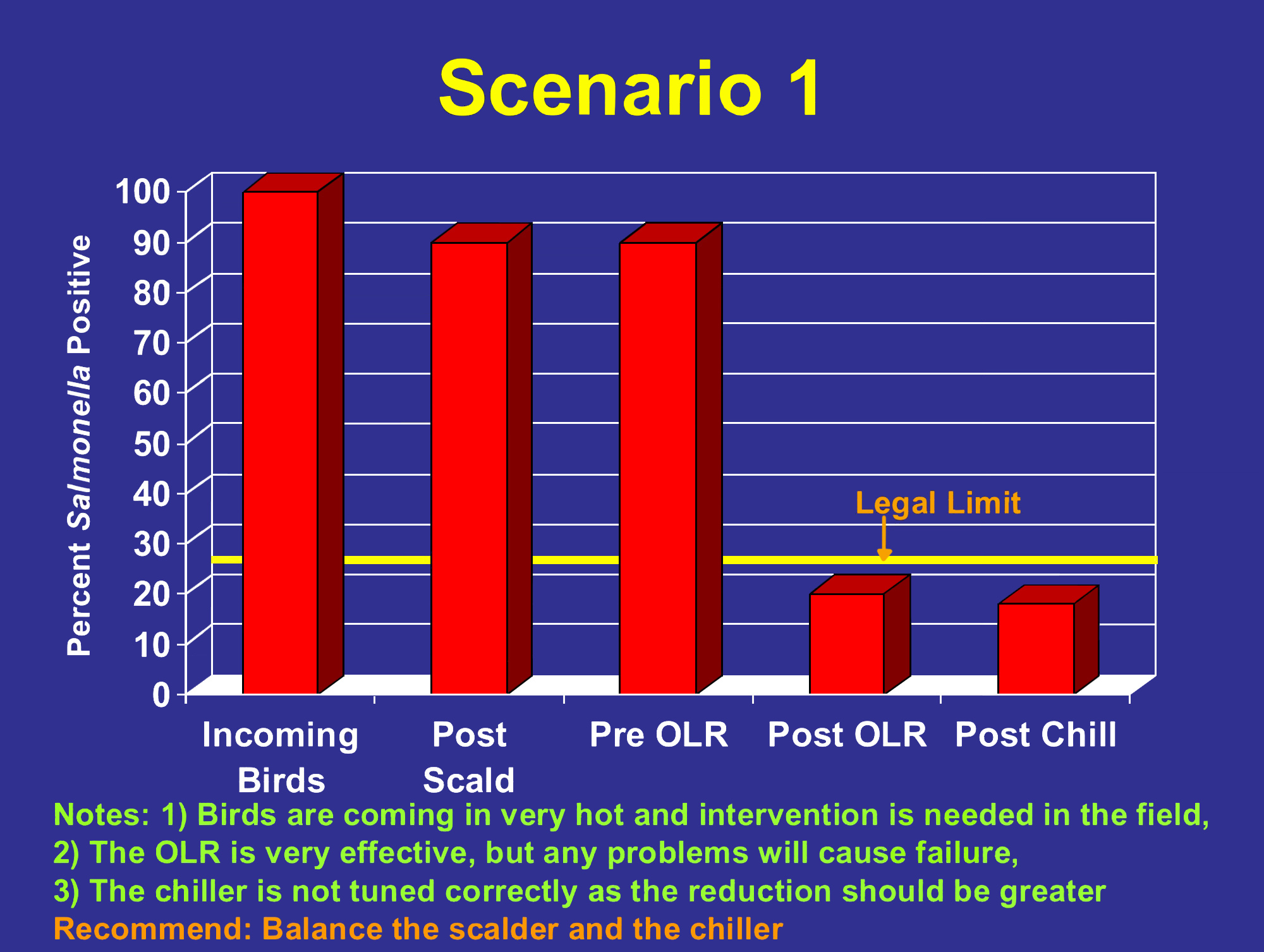
Scenario 1
In Scenario 1, the birds are coming into the plant highly contaminated. Scalding is having a minor impact. The online reprocessing system is doing all of the work and should not be changed; however, it cannot be solely relied upon to reduce Salmonella. The chiller is not pulling its weight. The chiller should be the most effective intervention in the plant due to contact time. The recommendation would be as follows:
- Use interventions during growout to lower the level of Salmonella coming into the plant.
- Balance the scalder.
- Balance the chiller.
Brief suggestions for balancing these pieces of equipment are described in the last section.
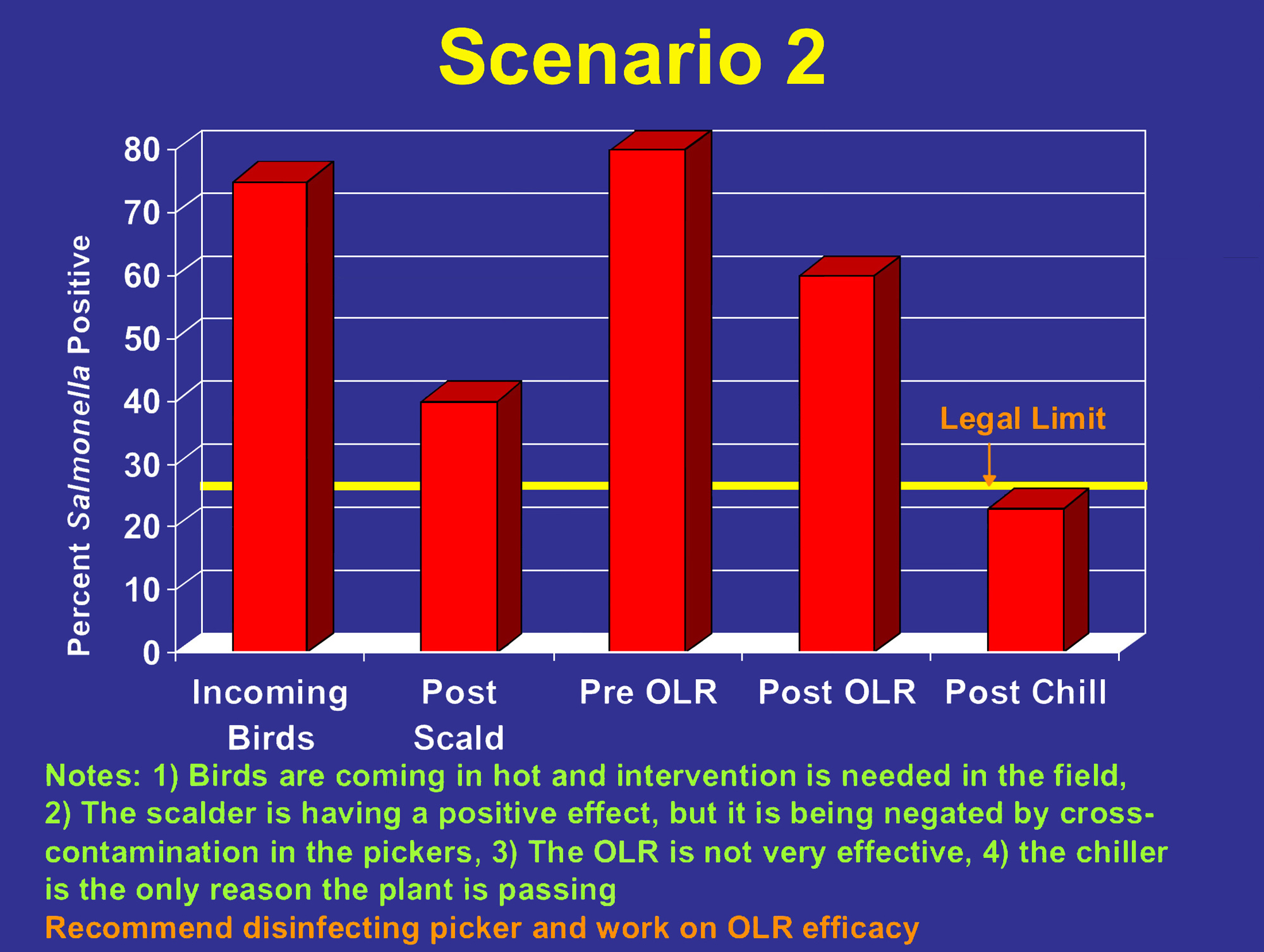
Scenario 2
In Scenario 2, the birds are coming into the plant fairly contaminated. Scalding is having a major impact on Salmonella; however, the pickers are increasing the prevalence to higher than incoming levels. The online reprocessing system is not doing its job sufficiently. The chiller is the only intervention working well enough to allow the plant to remain in compliance.
The recommendation would be as follows:
- Use interventions during growout to lower the level of Salmonella coming into the plant.
- Add a post-bleed brush system to remove any clumps of fecal material from the carcasses prior to scalding.
- Introduce a chemical (chlorine) into the sprayers within the pickers and introduce a post-pick spray.
- Change or optimize the online reprocessing chemicals used.
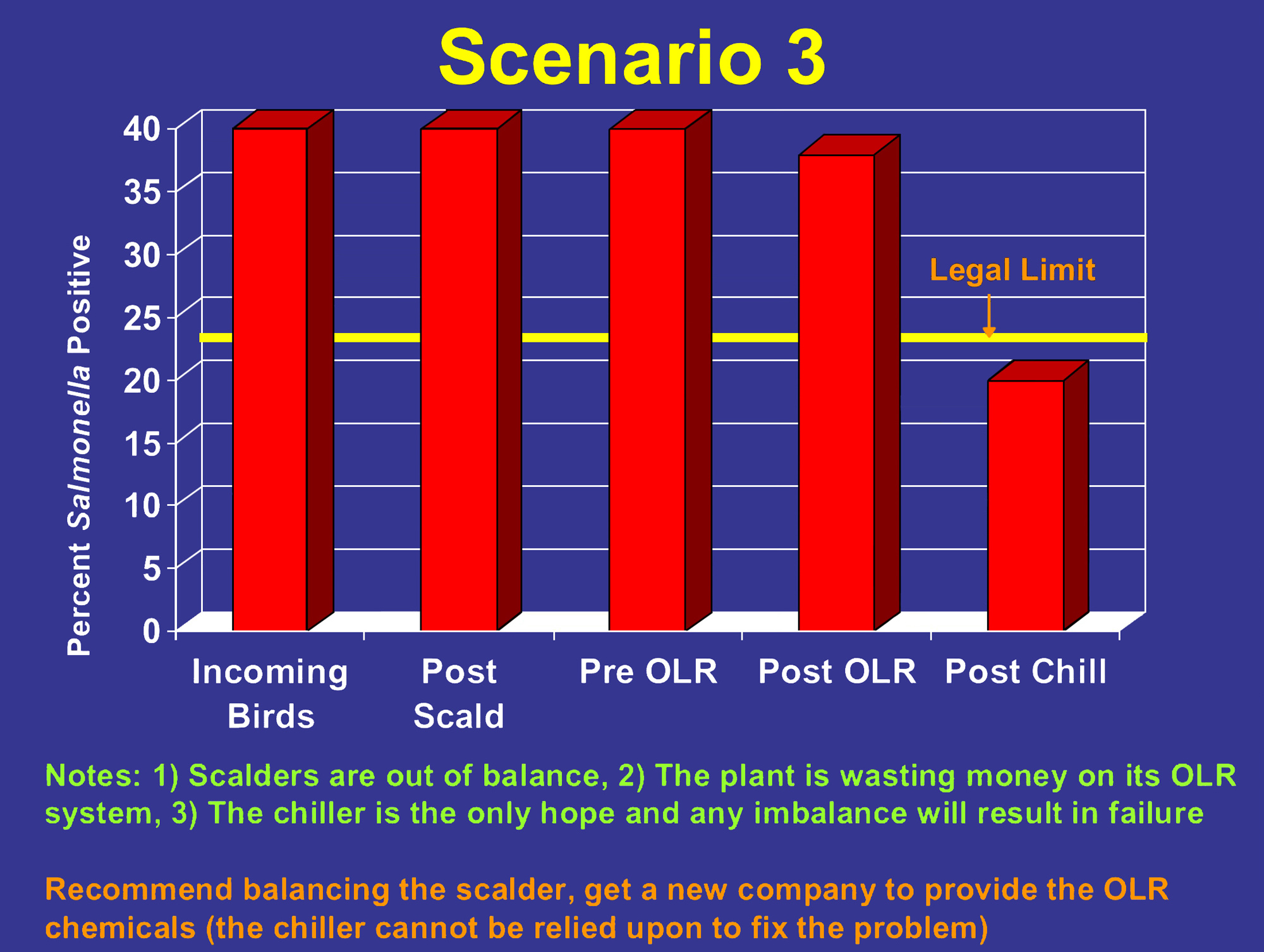
Scenario 3
In Scenario 3, the birds are coming into the plant at a controllable level. Scalding is having no impact on Salmonella. The online reprocessing system is not doing its job sufficiently. The chiller is the only intervention that is working well enough to allow the plant to remain in compliance. The chiller should not be relied upon solely to fix the problem.
The recommendation would be as follows:
- Balance the scalders.
- Introduce a chemical (chlorine) into the sprayers within the pickers and introduce a post-pick spray.
- Change or optimize the online reprocessing chemicals used.
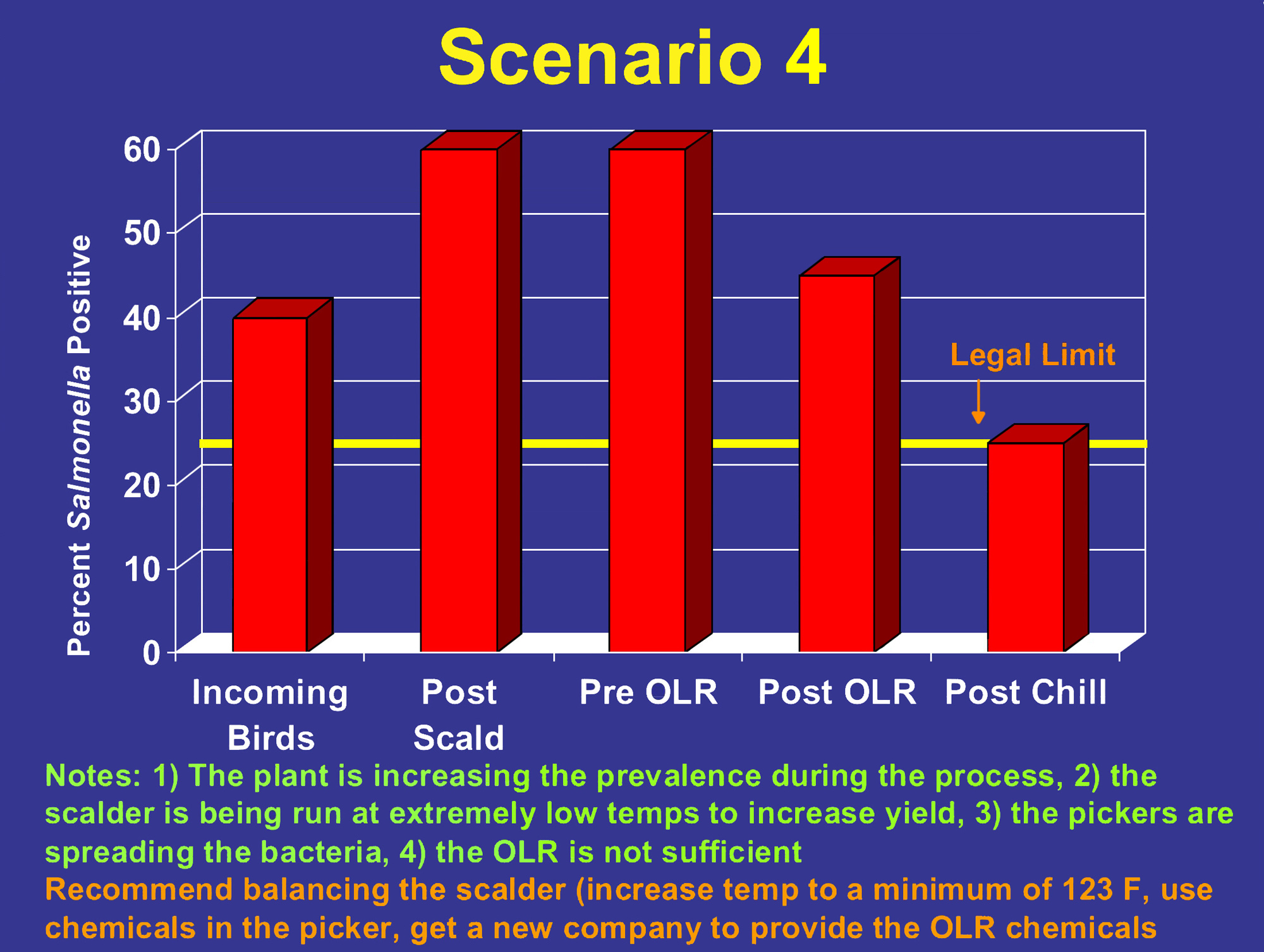
Scenario 4
In Scenario 4, the birds are coming into the plant at a controllable level. Scalding is causing cross-contamination of carcasses with Salmonella. The online reprocessing system is not doing its job sufficiently. The chiller is the only intervention that is working well enough to allow the plant to remain in compliance. The chiller should not be relied upon solely to fix the problem.
The recommendation would be as follows:
- Balance the scalders and make sure the temperature is correct.
- Add a post-bleed brush system to remove any clumps of fecal material from the carcasses prior to scalding.
- This plant is likely running the first two scalder tanks at 110 to 123 °F to increase yield. This is making the scalder a huge Salmonella inoculation chamber. Therefore, the scald temperature for each tank should be at a minimum of 123 °F to prevent multiplication of Salmonella in the tank.
- Introduce a chemical (chlorine) into the sprayers within the pickers and introduce a post-pick spray.
- Change or optimize the online reprocessing chemicals used.
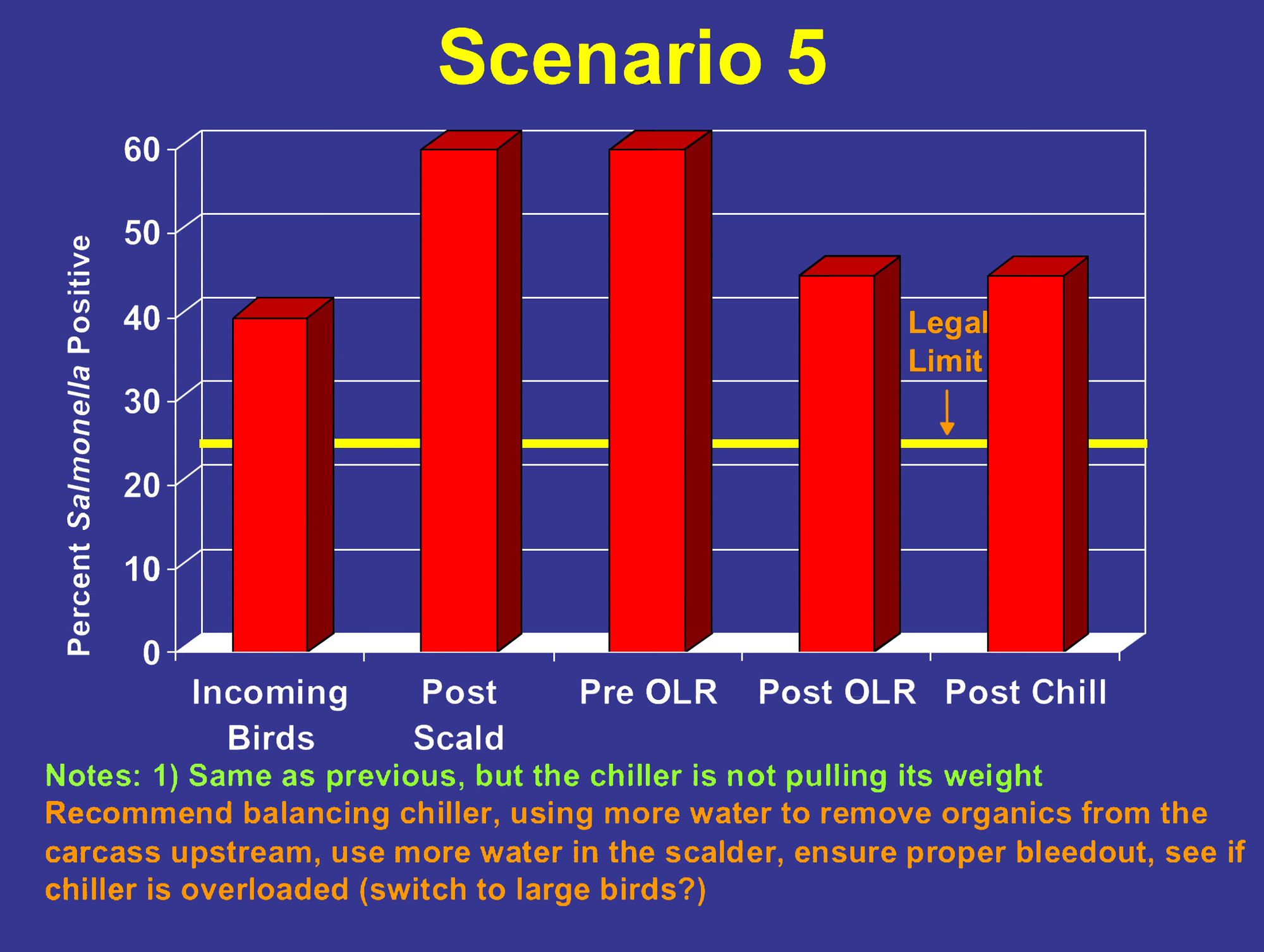
Scenario 5
In Scenario 5, the birds are coming into the plant at a controllable level. Scalding is causing cross-contamination of carcasses with Salmonella. The online reprocessing system is not doing its job sufficiently. The chiller is not pulling its weight and the carcasses are over the legal limit with regard to Salmonella prevalence.
The recommendation would be as follows:
- Add a post-bleed brush system to remove any clumps of fecal material from the carcasses prior to scalding.
- Balance the scalders and make sure the temperature is correct.
- This plant is likely running the first two scalder tanks at 110 to 123 °F to increase yield. This is making the scalder a huge Salmonella inoculation chamber.
- Introduce a chemical (chlorine) into the sprayers within the pickers and introduce a post-pick spray.
- Change or optimize the online reprocessing chemicals used.
- Balance the chiller.
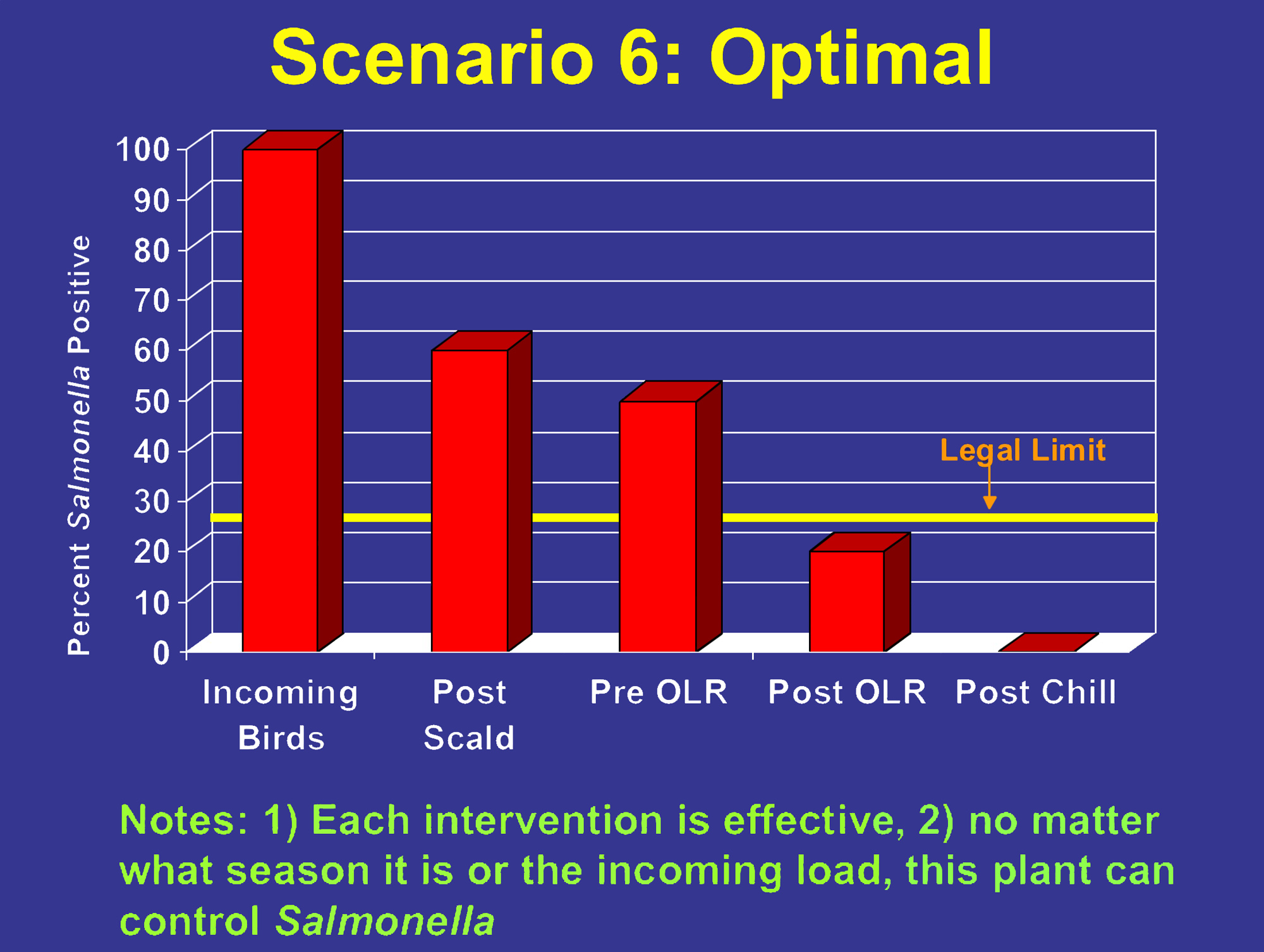
Scenario 6
In Scenario 6, the incoming birds are highly contaminated, but the scalder is balanced, the pickers are not contributing to the problem, the online reprocessing system is working well and the chiller is balanced appropriately. This scenario is achievable. A handful of plants around the country are able to operate as depicted in Scenario 6.
More detailed suggestions as to how to improve the interventions are provided below; however, a much more thorough discussion is given in an older Extension bulletin called Intervention Strategies for Reducing Salmonella Prevalence on Ready-to-Cook Chicken. This bulletin has been archived online by the 禁漫天堂 Libraries ().
Scalders should be balanced by:
- Ensuring proper water flow (counter-current).
- Keep the scalders at the proper temperatures (above 123 degrees F).
- Maintain sufficient fresh water input at the bird exit (minimum of ¼ gallon/bird).
- Eliminate “dead spots” where feathers and foam build up, especially at the bird exit.
- Consider using some scalder disinfectants.
The chiller should be balanced by:
- Making sure the pH is around 6.5 and no greater than 7.5.
- Adding chlorine at a level of 50 ppm to the bird exit.
- Adding fresh water to the bird exit at a level of at least ½ gallon/carcass.
- Ensuring the proper flow direction (counter-current).
- Making sure the chiller is large enough to accommodate the size of carcasses being processed (carcasses should NOT be exposed and above the water line).
- Use chlorine to disinfect the redwater.
- Redirect the redwater reentry pipes away from the carcass exit (foam buildup protects Salmonella and the carcasses pass through it as they exit)
Summary
Please keep in mind that each plant is different. When a problem occurs, each plant must be evaluated and a unique plan developed to correct the problem. The good news is that problems can be identified and corrected provided enough information is available. Often, when working on these problems, the information is not available and must be collected after the problem occurs and, in some cases, after the plant has been shut down. Thus, a “Catch 22” occurs. The plant management asks the question, how can we demonstrate that we have fixed the Salmonella problem when we cannot run the plant?
The examples presented are but a few possibilities seen in industry. Sometimes the problem is very simple. At other times multiple fixes are required. On some occasions, the plant cannot be balanced and efforts must be made in the field. This occurs when the plant is using very old equipment, is unable to install new equipment due to cost or space limitations, or may not implement certain chemicals due to poor ventilation. In general, it is much more expensive to implement field interventions than to correct the problems in the plant.
Every plant should strive to achieve a pattern like that presented in Scenario 6. This level of performance is achievable. Unfortunately, some companies choose to wait until the last Salmonella set (Set C) before they seek help. At this point, enormous amounts of money are required to fix the problem. Moreover, once the USDA-FSIS begins to see Salmonella set failures, the plant is placed under intense scrutiny. It is much less expensive and more effective to be proactive and control the problem.
The authors wish to thank Scott M. Russell, former associate professor in Poultry Science, for his contributions to the original manuscript of this publication.
Status and Revision History
Published on Sep 07, 2006
Published on Jan 13, 2010
Published with Full Review on Jan 18, 2013
Published with Full Review on Jul 31, 2024